Eastern Anticorrosives Limited
Mission Statement
OUR PIONEERING EXPERIENCE OF GALVANISED STEEL TAPE,TEAM WORK,ABILITY TO DELIVER MATERIALS ARE OUR MOST VALUED AND REWARDED STRENGTHS.
WE WORK CLOSELY BOTH WITH OUR CUSTOMERS AND SUPPLIERS TO CREATE VALUE,TRUST TOGETHER WITH SUPERIOR PRODUCTS,SERVICES AND IDEAS.
Resources
What is Galvanizing process?
Hot Dip Galvanizing is a factory controlled metallurgical combination of zinc and steel that provides corrosion resistance in a wide variety of environments. Hot Dip Galvanizing protects steel from corrosion in two ways. It provides cathodic protection and barrier protection. For over 150 years Hot Dip Galvanizing has had a proven track record of protection in a myriad of applications.
The hot dip galvanized is manufactured using cold rolled steel sheets which are coated with a thin layer of high grade zinc on both sides by hot dip zinc coating process. We export hot dip galvanized Steel Strip, Galvanized Steel Tape and Galvanized Steel Wire manufactured using a continuous process line which ensures high adherence and homogeneous coating thickness.
The final product combines steel resistance and zinc durability, making it fit for roll-forming and highly resistant to environmental rusting. Galvanized steel is delivered in strips, coils, tapes and wires. The hot dip galvanized Steel Strip, Galvanized Steel Tape , Galvanized Steel Wire is used for armouring of Telephone Cables, High Voltage Power Cables, Telecommunication Cables and for other general applications.
The basic elements of galvanising process are :-
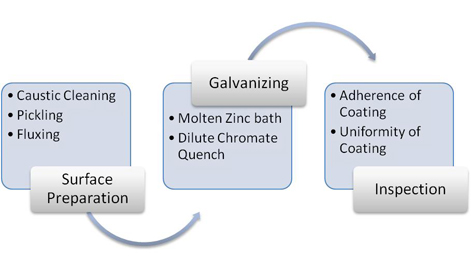
I) Surface Preparation
Surface preparation is the most important step in the application of any coating. In most instances, where a coating fails before the end of its expected service life it is due to incorrect or inadequate surface preparation. With galvanizing, the surface preparation process contains its own built-in means of quality assurance and quality control in that zinc will simply not react with a steel surface that is not perfectly clean. Surface preparation for galvanizing typically consists of three steps:
1. Caustic Cleaning: The caustic tank contains heated water with caustic soda and detergent additives. Oils, soil and soluble paint markings are removed from products during immersion here. Another tank containing plain water is used to remove residues of the caustic dip.
2. Pickling: A bath of heated dilute sulphuric acid solution removes rust and mill scale from the products. Another tank containing plain water is used to remove residues from pickling.
3. Fluxing: Zinc ammonium chloride in solution, provides additional cleaning of the products being dipped. During galvanizing, the film of flux on the products improves wetting between the steel and the molten zinc.
II) Galvanizing
In this step, the material is completely immersed in a bath of a minimum of 98% pure molten zinc. The bath temperature is maintained at about 850° Fahrenheit. Fabricated items are immersed in the bath long enough to reach bath temperature. The articles are slowly withdrawn from the galvanizing bath, and the excess zinc is removed by draining, vibrating, and/or centrifuging. The steel then goes into a dilute chromate quench giving your product a longer lasting lustre.
III) Inspection/Finishing
The most important method of inspection for galvanized articles is visual. A variety of simple physical and laboratory tests may be performed for:-
Thickness,
Adherence of the coating,
Uniformity of the coating,
Appearance
Advantages of Galvanizing
- Lower first cost: Hot dip galvanizing generally has the lowest first cost when compared to other commonly specified comparable protective coatings for steel. The application cost of labour intensive coatings such as painting has risen far more than the cost of factory applied hot dip galvanizing.
- Lower maintenance / lower long term cost: Even in cases where the initial cost of hot dip galvanizing is higher than alternative coatings, galvanizing is invariably more cost effective, due to lower maintenance costs during a longer service life. Maintenance is even more costly when structures are located in remote areas. Maintenance programmes also invariably have a negative impact on productivity.
- Long life: The life expectancy of hot dip galvanized coatings on structural members is in excess of 50 years in most rural environments, and between 10 to 30 years in most corrosive urban and coastal environments.
- Surface preparation: Immersion in acid ensures uniform cleaning of the steel surfaces, in contrast organic coatings must be applied on abrasive blast cleaned surfaces (generally to ISO 8501 - 1 to SA 2) and verified by third party inspection. Additionally, the application of organic coatings is limited in terms of prevailing ambient temperature and relative humidity. This adds to the cost of applying a heavy duty paint system.
- Adhesion: The hot dip galvanized coating is metallurgically bonded to the steel surface
- Environmentally friendly. The coating is not toxic, arid it does not contain volatile substances.
- Speed of coating application: A full protective coating can be applied in minutes, a comparable multicoated paint system, may require up to a week. The effective application of a hot dip galvanized coating is not influenced by weather conditions.
- Uniform protection: All surfaces of a hot dip galvanized article are protected both internally and externally, including recesses, sharp corners and areas which are inaccessible for the application of other coating methods (figure 12). The coating is at least as thick over sharp corners and edges as on flat surfaces (figures 13 and 14). Thickness, coating adhesion and uniformity are features of the process. No other coating applied to a structure or fabrication can provide similar uniform protection.
- Sacrificial protection for damaged areas: A hot dip galvanized coating corrodes preferentially to steel, providing cathodic or sacrificial protection to small areas of steel exposed through damage. Unlike organic coatings, small damaged areas need no touch up while corrosion creep under the coating cannot occur (figures 81 and 82).
- Toughness: A hot dip galvanized coating has a unique metallurgical structure, which gives outstanding resistance to mechanical damage during transport, erection and service.
- Reliability: Hot dip galvanizing is required to conform to the ISO 1461 specification. The coating thicknesses specified are related to steel thickness. Coating life is reliable and predictable.
- Faster erection time: Once steel is hot dip galvanized it can immediately be inspected, transported and erected. When assembly of structures is complete, they are immediately ready for use. No time is lost on-site for surface preparation, painting, drying, curing and final inspection.
- Ease of Inspection: Hot dip galvanized coatings are readily assessed visually. Simple non-destructive testing methods are used to determine coating thickness. Inspection of organic coatings is necessary after surface preparation and each stage of coating application thereafter. The hot dip galvanizing process is such that if coatings appear sound and continuous, they are sound and continuous.
- Over coating with paint, (duplex protection): if correctly applied a duplex system will provide durable colour, chemical resistance and a synergistically extended service life.
- Unsightly graffiti is easily re-moved: Painted graffiti can be easily removed by solvents with no damage to the hot dip galvanized coating. This is not easily achieved with a paint coating.